DDH-85T HOWFIT Altrapida Preciza Gazetaro

Ĉefaj Teknikaj Parametroj:
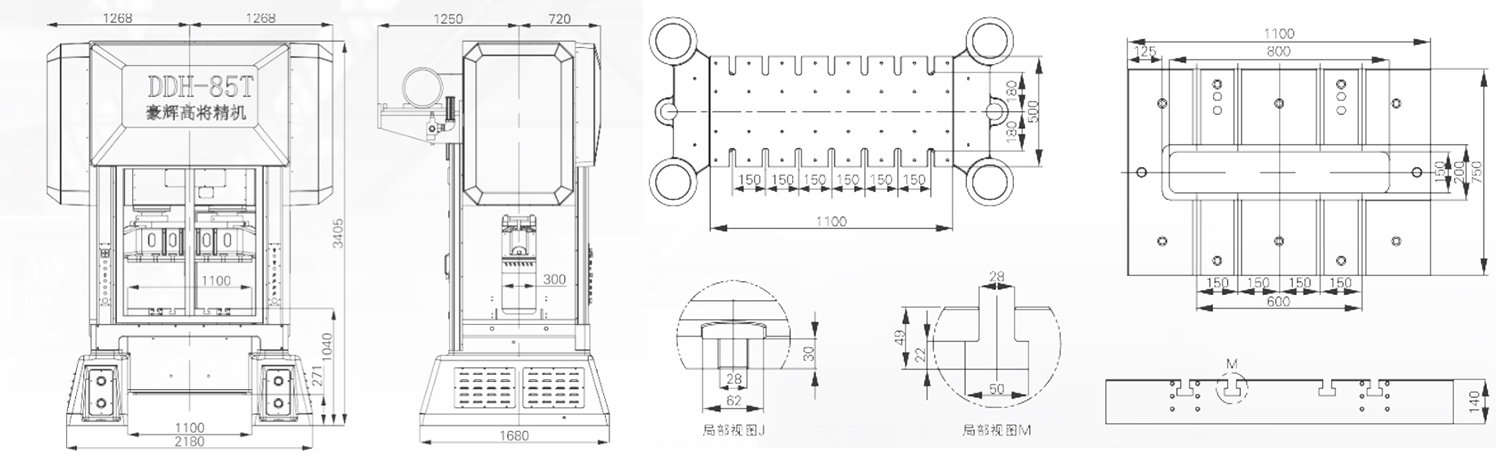
| Modelo | DDH-85T | |
| Kapacito | KN | 850 |
| Batlongo | MM | 30 |
| Maksimuma SPM | SPM | 700 |
| Minimuma SPM | SPM | 150 |
| Alto de la ŝablono | MM | 330-380 |
| Alĝustigo de la alteco de la ŝablono | MM | 50 |
| Ŝovila areo | MM | 1100x500 |
| Subtena areo | MM | 1100x750 |
| Litmalfermaĵo | MM | 950x200 |
| Malfermo de apogaĵo | MM | 800x150 |
| Ĉefa motoro | KW | 22x4P |
| Precizeco | JIS /JIS Speciala grado | |
| Totala Pezo | TON | 18 |
Ĉefaj Trajtoj:
● La kadro estas farita el alt-forta gisfero, kiu forigas la internan streĉon de la laborpeco per natura longa tempo post preciza temperaturkontrolo kaj hardado, tiel ke la funkciado de la laborpeco de la kadro atingas la plej bonan staton.
● La konekto de la litkadro estas fiksita per la stirstango kaj la hidraŭlika potenco estas uzata por antaŭpremi la kadran strukturon kaj multe plibonigi la rigidecon de la kadro.
● Potenca kaj sentema apartiga kluĉilo kaj bremso certigas precizan poziciigon kaj senteman bremsadon.
● Bonega dinamika ekvilibro-dezajno, minimumigas vibradon kaj bruon, kaj certigas la vivon de la ĵetkubo.
● Krankoŝafto adoptas NiCrMO-alojŝtalon, post varmotraktado, muelado kaj alia preciza maŝinado.

● La ne-interliga aksa birado estas uzata inter la glitcilindro kaj la gvidstango kaj kongruas kun la plilongigita gvidcilindro, tiel ke la dinamika kaj statika precizeco superas la specialan grandan precizecon, kaj la vivdaŭro de la stampa ŝimo estas multe plibonigita.
● Adoptu la devigan lubrikan malvarmigan sistemon, reduktu la varmostreĉon de la kadro, certigu la stampan kvaliton, plilongigu la vivdaŭron de la presilo.
La hom-maŝina interfaco estas kontrolata per mikrokomputilo por realigi vidan administradon de operacio, produkta kvanto kaj maŝinila stato je klara vido (centra datenprilabora sistemo estos adoptita en la estonteco, kaj unu ekrano scios la funkcian staton, kvaliton, kvanton kaj aliajn datumojn de ĉiuj maŝiniloj).
Dimensio:
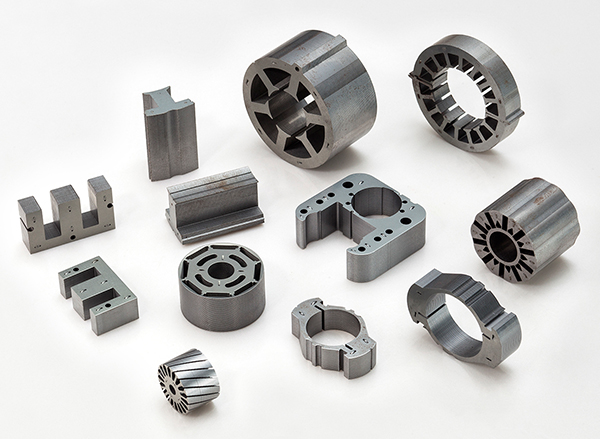
Gazetaraj Produktoj:
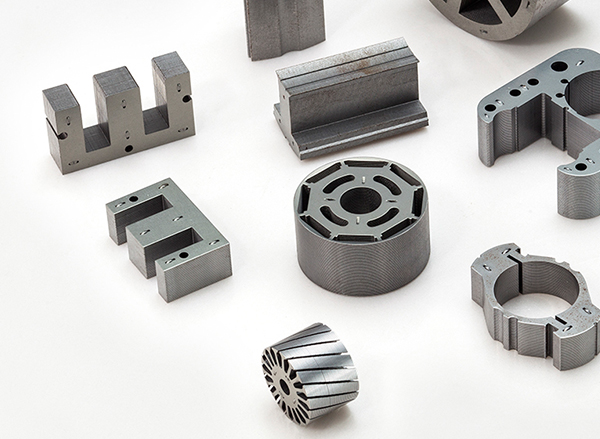
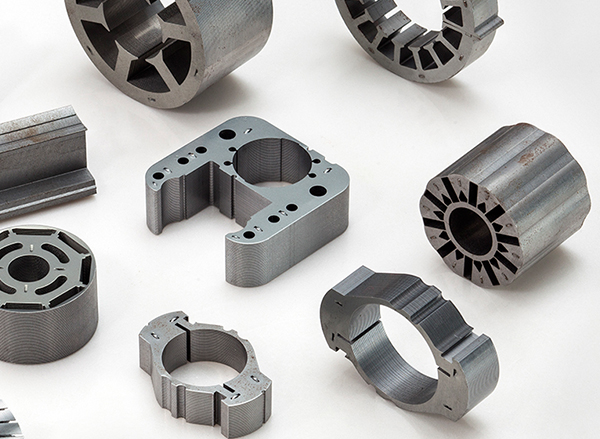
Laŭ la naturo de la stampa procezo kompletigota, la arograndeco de 300-tuna altrapida laminada gazetaro, la geometria grandeco de la stampaj partoj (kovrodikeco, ĉu streĉo, la formo de la specimeno) kaj la precizecaj postuloj estas determinitaj:
> Malgrandaj kaj mezgrandaj partoj estas produktitaj per malferma-tipa mekanika stampilo.
> Mekanika stampilo kun fermita strukturo estas uzata en la produktado de mezgrandaj stampaj partoj.
> Produktado de malgrandaj kvantoj, produktado de grandaj dikaj platoj stampantaj partojn uzante hidraŭlikan gazetaron.
> En amasproduktado aŭ amasproduktado de kompleksaj partoj komence, oni elektas altrapidan stampilon aŭ plurpozician aŭtomatan stampilon.
Rapida kaj preciza tabloventolila motorstampmaŝino estas ĝia plej granda avantaĝo.
Estas tre grave elekti la ĝustan stampilon por tabloventolilo kaj stampi bonajn produktojn. La unua elekto estas desegni la desegnaĵojn de la naĝila radiatoro, kaj mezuri la grandecon kaj dikecon de la produktoj. La dikeco de la kruda materialo estas la aperturo de la ŝimo. Elektu la tunaron de la stampilo por tabloventolilo taŭga por via naĝila radiatoro (laŭ la grandecaj specifoj de viaj produktoj, ĝenerale la plej malgranda naĝila radiatoro ankaŭ bezonas uzi 45 tunojn da C-tipa altrapida stampilo), kaj fine kompletigu la flankaparatan ekipaĵon de la altrapida stampilo.





