Preciza Premmaŝino por Knuckle-Tipo 40T

Produkta Priskribo
Alia rimarkinda trajto de ĉi tiu premilo estas ĝia alta rezisto al ŝokoj kaj eluziĝo. La gvidmaterialoj uzitaj en ĝia konstruo estis speciale elektitaj por elteni pezan uzadon kaj provizi longdaŭran stabilecon. Ĉi tio signifas, ke vi povas atendi, ke la precizeco de via premilo restos konstanta dum pli longa tempodaŭro, reduktante la bezonon de oftaj riparoj kaj prizorgado. Kun ĉi tiu altnivela fortikeco, vi povas koncentriĝi pri maksimumigo de produktado anstataŭ zorgi pri eluziĝo de via maŝino.
Aldone al bonega funkciado, la Knuckle High Speed Precision Press havas ŝikan kaj ergonomian dezajnon. La intuicia kontrolpanelo permesas facilan funkciigon kaj agordon, certigante senjuntan uzantosperton. La premilo ankaŭ estas ekipita per progresintaj sekurecaj funkcioj, inkluzive de krizhaltiga butono kaj protekta kovrilo por certigi la sanon de la funkciigisto kaj malhelpi akcidentojn.
Ĉefaj Teknikaj Parametroj:
| Modelo | MARX-40T | ||||
| Kapacito | KN | 400 | |||
| Batlongo | MM | 16 | 20 | 25 | 30 |
| Maksimuma SPM | SPM | 1000 | 900 | 850 | 800 |
| Minimuma SPM | SPM | 180 | 180 | 180 | 180 |
| Alto de la ŝablono | MM | 190-240 | |||
| Alĝustigo de la alteco de la ŝablono | MM | 50 | |||
| Ŝovila areo | MM | 750x340 | |||
| Subtena areo | MM | 750x500 | |||
| Litmalfermaĵo | MM | 560x120 | |||
| Malfermo de apogaĵo | MM | 500x100 | |||
| Ĉefa motoro | KW | 15x4P | |||
| Precizeco | JIS/JIS Speciala grado | ||||
| Supra Die Pezo | KG | MAKS 105/105 | |||
| Totala Pezo | TON | 8 | |||
Ĉefaj Trajtoj:
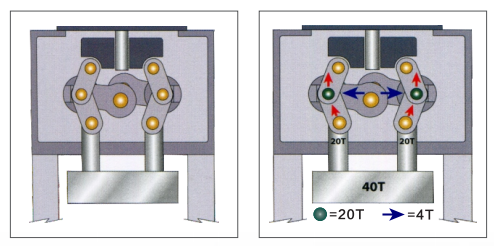
1. La premilo kun fingrobazartiko maksimumigas siajn mekanismajn karakterizaĵojn. Ĝi havas la karakterizaĵojn alta rigideco, alta precizeco kaj bona varmoekvilibro.
2. Ekipita per komforta kontraŭpezilo, reduktu la delokiĝon de la alteco de la stampo pro la ŝanĝo de la stampa rapido, kaj reduktu la delokiĝon de la malsupra morta punkto de la unua stampado kaj la dua stampado.
3. Adoptita ekvilibromekanismo por ekvilibrigi la forton de ĉiu flanko, ĝia strukturo estas okflanka nadlagro gvidanta, plue plibonigante la ekscentran ŝarĝkapaciton de la glitilo.
4. Nova senkontraŭreaga kluĉila bremso kun longa vivo kaj malalta bruo, atingas pli kvietan preman laboron. La grandeco de la apogilo estas 1100mm (60 tunaroj) kaj 1500mm (80 tunaroj), kio estas la plej larĝa por ilia tunaro en nia plena gamo de produktoj.
5. Kun servo-funkcio por alĝustigi la altecon de la ŝimo, kaj kun funkcio por memori la altecon de la ŝimo, reduktu la tempon por ŝanĝi la ŝimon kaj plibonigu la produktadan efikecon.

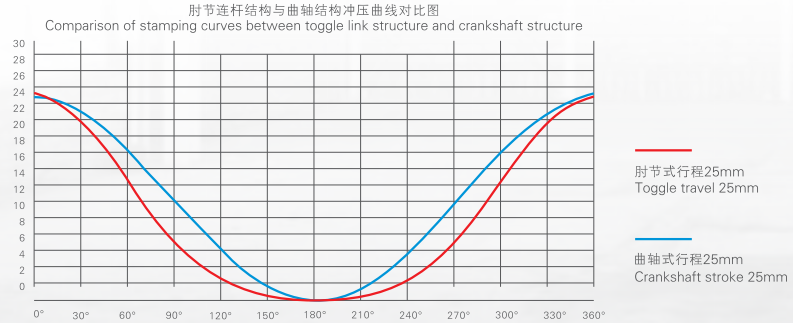
Perfekta Stampa Efiko:
Horizontale simetria simetria baskulliga dezajno certigas, ke la glitŝlosilo moviĝas glate proksime al la malsupra morta centro kaj atingas perfektan stampan rezulton, kiu plenumas la stampajn postulojn de plumba kadro kaj aliaj produktoj. Dume, la movadreĝimo de la glitŝlosilo reduktas la efikon sur la ŝimo dum altrapida stampado kaj plilongigas la ŝimservon.vivo.
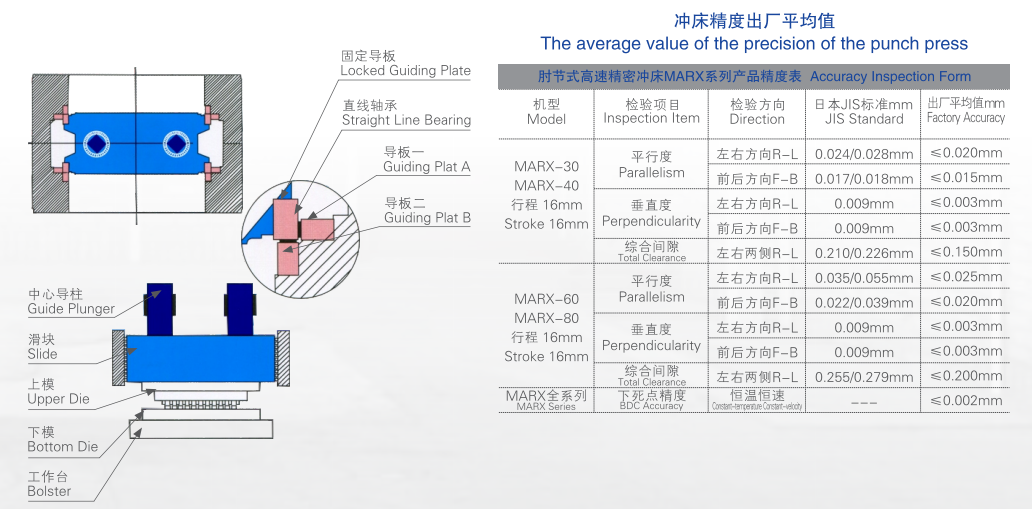
MRAX Superfajna Precizeco 一一Bona Rigideco kaj Alta Precizeco:
La glitŝlosilo estas gvidata de gvidilo de duoblaj piŝtoj kaj oktahedra plata rulpremilo kun preskaŭ neniu libera spaco en ĝi. Ĝi havas bonan rigidecon, altan kapablon rezisti deklivan ŝarĝon kaj altan precizecon de trupremilo. Altan ŝok-rezistan kaj eluziĝ-rezistan proprecon de la
Fingrobazartika Alta Rapida Preciza Gazetaro
Gvidmaterialoj garantias longdaŭran stabilecon de la precizeco de la premilo kaj plilongigas la intervalojn de riparado de ŝimo.
Struktura Diagramo
Gazetaraj Produktoj
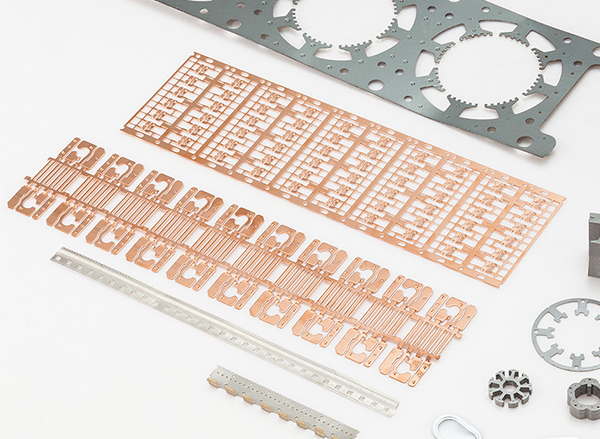
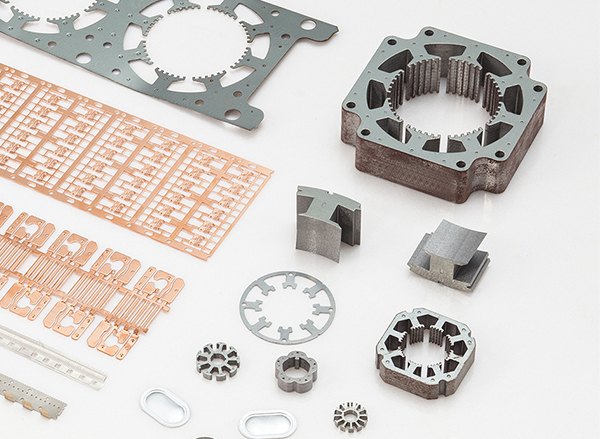
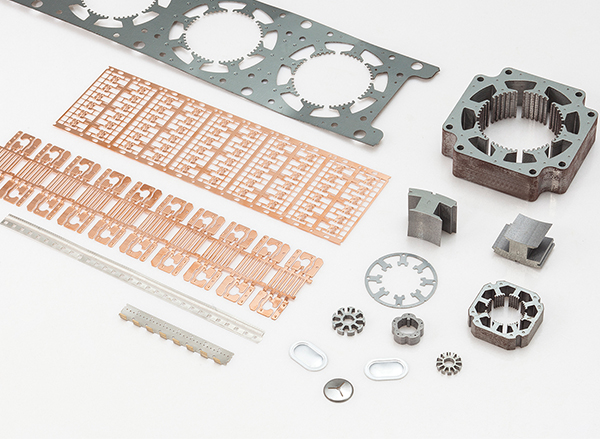
Plumba Kadro
La ŝimo ene de la pakaĵo estas tipe gluita al la plumba kadro, kaj poste ligdratoj ligas la ŝimkusenetojn al la konduktiloj. En la lasta etapo de la fabrikada procezo, la plumba kadro estas muldita en plasta ujo, kaj la ekstero de la plumba kadro estas fortranĉita, apartigante ĉiujn konduktilojn.
Plumbkadroj estas fabrikataj per forigo de materialo de plata plato el kupro aŭ kupra alojo. Du procezoj uzataj por tio estas gravurado (taŭga por alta denseco de plumbo), aŭ stampado (taŭga por malalta denseco de plumbo). Stampado (truado aŭ premado) estas la plej efika, preciza kaj altteknologia maniero produkti plumbkadrojn nuntempe.
La baza kialo de la damaĝo al agrikulturo kaŭzita de 60-tuna artika tipo alt-rapida stampilo estas la manko de necesaj protektaj aparatoj kaj instalaĵoj, kaj la manko de efika laborprotekto por danĝeraj laborproceduroj. La teknika kaŭzo de la vundo-akcidento de stampilo estas la malekvilibro inter la agado de la funkciigisto kaj la funkciado de la maŝinilo.




